Тюнинг внешний
Если владелец желает сделать свой «МР654К» максимально похожим на боевой пистолет Макарова, то владельцу придется славно потрудиться. Несмотря на то, что возни с тюнингом будет предостаточно, многие смело идут на это, не пугаясь никаких трудностей.
Первое, что я сделал в этом направлении – так это нарыл в интернете подходящую статью и внимательно ознакомился с ней.
Следующий этап – творческая переработка нарытого материала. Этот материал следует осмыслить и проанализировать. Стоит для себя решить, какие именно операции по усовершенствованию было бы благоразумно проделать со своим пневматическим пистолетом, а от каких полностью отказаться. Взять вот, и отказаться от некоторых переделок, заклеймив оное «излишеством» и «извращением». После чего вырабатывается конкретный план действий.
Итак, передо мною купленный за 1100 гривен пневматический
"МР654К" (Макаров). Это не простой "МР654К", это из тех немногих, у которых еще с завода имеется так называемая "борода" (именно такая, как на боевом ПМ). А теперь мы ему еще и тюнинг делать будем.
**********
**********
Ствол пистолета.
День первый.
В соответствии с указаниями, нарытыми на форумах, ствол был рассверлен сверлом диаметром 8,8 мм (надо было диаметром 9 мм, но другого сверла у токаря под руками не оказалось), глубина сверления - 7 мм. Да, я ходил к токарю, и счел благоразумным поступить именно так. Самостоятельно сверлить дрелью у себя на кухне, конечно, можно. Но это весьма и весьма опасно – делать такую ответственную операцию подобным образом. Можно такого брака натворить, что даже и представить себе страшно. Кроме того, это так приятно: смотреть, как работают другие…
Я с наслаждением наблюдал, как дымился ствол, как стальная стружка отделяется от металла и, извиваясь, падает вниз. Это просто потрясающее зрелище, столько положительных эмоций! Если попытаться делать подобное на кухне при помощи дрели, кайф будет явно не тот.
Вся операция заняла минуты четыре, не более. Результат просто превосходный – очень аккуратное отверстие нужного диаметра. Хорошая соосность, никаких тебе перекосов или разбитых краев: машинное производство – это все-таки не топорная ручная работа. И токарь оказался замечательным человеком, ни копейки за работу не взял.
День второй. Вечер.
Что же касается заусенцев, а так же всяких там фасок и округлостей на торце ствола – так этим я уже у себя на кухне занимался. Не без помощи электродрели, разумеется.
Но сначала я нарыл на форумах фотографии дульного среза боевого ПМ:
И только после того, когда я ясно представил себе, чему мне следует подражать, я приступил к формированию округлости на торце ствола.
Сам ствол я зажал в патроне электродрели, а лишний металл снимал при помощи наждачного камня.
После того, как формирование округлой поверхности на дульном срезе было успешно завершено, все это шлифовалось мелкой наждачкой.
После полировалось при помощи дремеля. Я взял мягкую насадку, сделанную непонятно из чего. Эта насадка оказалась в наборе приспособлений для дремеля, который я купил на базаре. Также я взял из вышеупомянутого набора какую-то баночку с некоей дрянью внутри. Предполагалось, что это паста для полирования. Я натер на насадку это зелье и начал полировать. Сия дрянь равномерно размазалась по полируемой поверхности, и по всему было видно, что вреда от этого не будет. Правда, и пользы от этого особой заметно не было. Когда я протер торец ствола чистой сухой тряпочкой и полностью удалил остатки этой так называемой пасты, понял: пора прекращать всю эту эпопею.
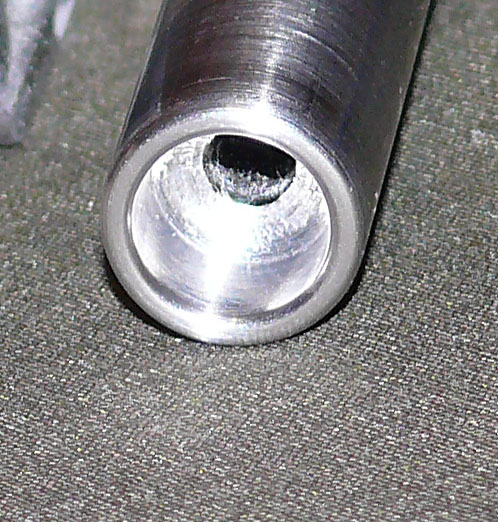
Так выглядит торец ствола после окончания механической обработки:
Больше я ничего не планирую со стволом делать (имеется в виду механическая обработка).
**********
**********
Предохранительная скоба спускового крючка
День первый. Вечер.
Сегодня я начал, провозился с этой скобой целый вечер, в итоге имею недоделанную деталь, с которой еще предстоит возиться и возиться. Вся работа производилась на кухне, никакого фрезерного станка и близко не было, основным инструментом были электродрель и дремель.
Я себе раньше думал, что эта работа будет даваться мне намного легче. Реальность же на самом деле оказалась куда более мрачной и малопривлекательной. Стачивал я лишнюю сталь при помощи маленького наждачного круга диаметром 12 мм, закрепленного в электрической дрели. К концу работы (это только первый вечер, когда я стачивал лишний металл) круг сточился до диаметра 7 мм. Но мне все-таки удалось придать предохранительной скобе требуемый контур, который уже в самом конце работы я пытался немного откорректировать при помощи дремеля. Правда, это получился всего лишь грубый профиль, который еще предстоит доводить до ума, а после шлифовать и полировать. Но основная черновая работа была сделана.
Если кто-либо еще после меня решиться пройти это поприще, он должен знать: это дело непростое. Для начала необходимо разбудить в себе и скульптора, и ювелира одновременно. Здесь необходимо проявлять предельную осторожность, так как испортить деталь очень легко, я в этом убедился.
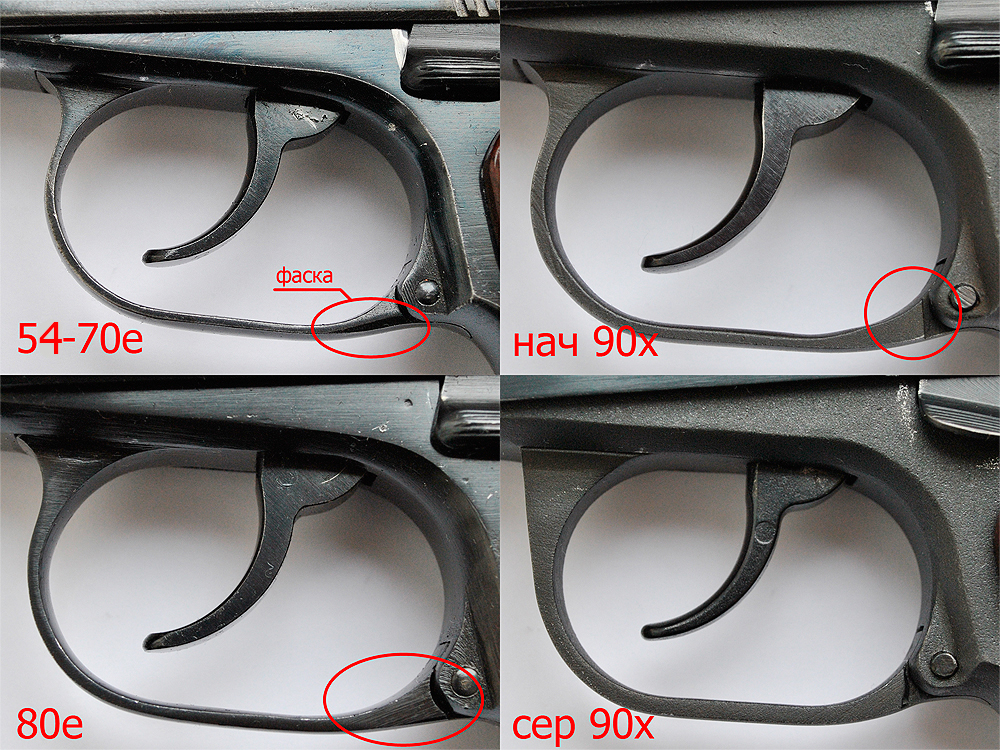
Вот фотографии, которые я нарыл в интернете:
По ним я ориентировался, когда пытался изменить форму моей предохранительной скобы.
Одна из этих фотографий (верхняя слева, с надписью "54-70е") привлекла мое внимание более всех остальных. Ее я и взял за образец для подражания. На сегодня все, завтра продолжим.
День второй. Вечер.
Это идет уже второй вечер подряд, как я довожу до кондиции предохранительную скобу спускового крючка. На этом этапе я работал дремелем. Для начала я окончательно откорректировал профиль предохранительной скобы при помощи насадки с наждачным камнем. И неслабо сточил этот камень. После того, как формирование профиля скобы было полностью закончено, можно было подсчитывать убытки: для достижения этого результата пришлось сточить одну насадку наждачного камня - за два дня работы она сточилась более чем наполовину.
День третий. Вечер.
После того, как я хорошо проспался, то на свежую голову ясно осознал, что поверхность предохранительной скобы далека от идеала. Да, поверхность металла была отшлифована, но эта поверхность таки была немного волнистой, и это было особенно было заметно, если посмотреть на нее под углом на свет. Подобная картина всегда имеет место, когда мы работаем дремелем. Как бы ты ни старался, волны на металле после дремеля всегда остаются. Большие эти волны или маленькие, но они остаются обязательно, как бы ты не старался их избежать. Подобная фактура поверхности не характерна для машинного производства. Мне ни разу не приходилось наблюдать ничего подобного на поверхности пистолетов за всю свою долгую историю возни с оружием. Посему было принято решение выровнять поверхность и привести ее в надлежащий вид. Выравнивал я все это при помощи наждачного камня прямоугольной формы. Брусочек был маленький и ровненький, им я и водил по поверхности предохранительной скобы туда-сюда, стачивая ненужные выступы. Особым образом уточняю: это все делалось вручную, никакого электроинструмента рядом и близко не было. Возни много, но результат получился вроде бы неплохой.
День четвертый. Вечер.
Окончательно выравнивал внешнюю поверхность скобы плоским абразивным камнем, делал это вручную. После шлифовал (то же вручную) очень мелкой наждачной бумагой. Потом полировал дремелем (маленький полировальный круг непонятно из чего и паста неопределенного состава). Результат получился вполне приемлемый:
После этого начинается очень ответственный этап: воронение детали методом "ржавого лака". Это немалый кусок работы.
На фотографии изображены несколько деталей, которые
сушатся
после нанесения на них этого самого ржавого лака:
Вид у них на данном этапе омерзительный. Но это явление временное.
После того, как все операции по воронению завершены, деталь выглядят так:
**********
**********
Затворная задержка
При тюнинге пневматического «Макарова» обязательным является установка затворной задержки старого образца (так называемой «дутой» затворной задержки).
Но и здесь имеется один маленький нюанс: «дутая» затворная задержка должна пройти обряд «обрезания». Ибо если ее не обрезать как следует, то вы не сможете потом нормально затолкать магазин от «МР654К» в рамку пистолета: этому будет препятствовать лишний металл «дутой». Она ведь для боевого пистолета делалась, а там совсем другая конструкция.
Чтобы процесс обрезания прошел как можно более успешно, было изготовлено специальное приспособление из старой дырявой полиэтиленовой канистры:
Само обрезание проводилось при помощи миниатюрного отрезного круга, который был установлен в дремеле. Такие отрезные круги я покупал на фирме, которая продает свой специфический товар для нужд зубопротезных мастерских.
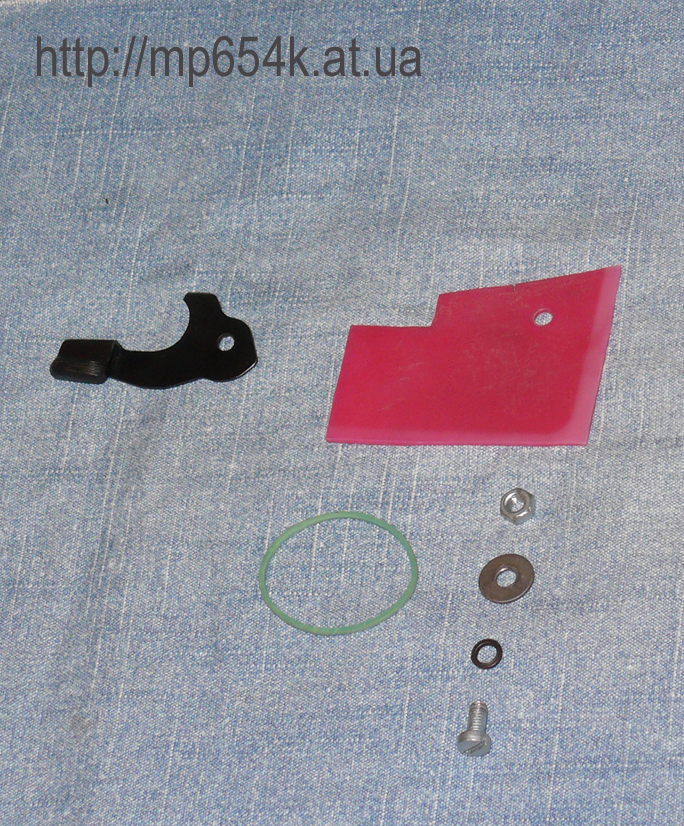
На фотографии внизу вы видите родную затворную задержку от пневматического «МР654К». Она находится слева. А справа от нее расположилась затворная задержка от боевого ПМ (так называемая «дутая»). Именно эту «дутую» я не успел пока что обрезать. Зато уже умудрился обрезать другую «дутую», и обрезанная уже установлена на мой «МР654К», которому я делаю тюнинг.
Справа от двух затворных задержек вы видите зеленый кружочек. В центре кружочка лежит обрезок, который я отрезал от затворной задержки боевого ПМ:
**********
**********
Магазин
Тюнинг магазина от «МР654К» сводится только лишь к тому, чтобы заменить родной поджимной винт с антабкой, которая болтается снизу и с головой выдает пневматический характер вашего пистолета. Вместо родного винта мы устанавливаем так называемый «потайной» поджимной винт. Чтобы продавливать баллончики с углекислым газом при помощи этого винта, придется носить с собой отвертку.

Потайной винт я делал так: брал родной поджимной винт и откручивал у него антабку. Антабку и винтик долой. А то, что осталось, относилось к токарю. А уже после токаря за дело брался фрезеровщик. Он прорезал шлиц под отвертку. Я решил для себя, что ширина шлица должна быть 1 мм.
После фрезеровщика я шлифовал торец винта очень мелкой наждачной бумагой. А после полировал торец на волосяной щетке, используя пасту ГОИ. Это была именно такая волосяная щетка, какая используется зубными техниками в своей работе. Такую щетку можно купить на фирме, продающей подобный товар для зубопротезных масерских. Напоследок эту деталь заворонили ржавым лаком.
Полезно было бы обратить внимание на то, что длина потайного поджимного винта должна быть не какой попало. Желательно добиться того, чтобы когда винт продавит баллончик, нижняя часть поджимного винта (на которой имеется прорезь под отвертку) была заподлицо с нижней плоскостью магазина (как на фотографии вверху).
**********